
SHEAN (CANGZHOU) CORP LTD Manager@heiyangroup.com 86--13931764957


Подробная информация о продукции
Место происхождения: Cangzhou, Хэбэй, Китай
Фирменное наименование: Heiyan
Сертификация: ISO,CE,SGS,BV
Номер модели: 2-8 дюйм
Условия оплаты и доставки
Количество мин заказа: 1 набор
Цена: USD 50 to 1000 per Set
Упаковывая детали: Прессформа штуцера трубы умирает пакет прессформы коррекции тройника прессформы продукции тройника д
Время доставки: 10-30 дней
Условия оплаты: L/C, D/A, D/P, T/T, западное соединение, MoneyGram
Поставка способности: Набор 100 в месяц
Название продукта: |
Ниппель воды катушки локтя Heiyan в левой прессформе крышки редуктора тройника локтя |
Материал: |
2520, 2014, 304,45# сталь, 40# сталь, сталь 35# |
Делать метод: |
Отливка, вковка |
ПРОЦЕСС: |
Термическая обработка |
Цвет: |
Изготовление на заказ |
Вырежьте сердцевина из обработки: |
Заканчивать CNC |
Название продукта: |
Ниппель воды катушки локтя Heiyan в левой прессформе крышки редуктора тройника локтя |
Материал: |
2520, 2014, 304,45# сталь, 40# сталь, сталь 35# |
Делать метод: |
Отливка, вковка |
ПРОЦЕСС: |
Термическая обработка |
Цвет: |
Изготовление на заказ |
Вырежьте сердцевина из обработки: |
Заканчивать CNC |
Прессформа штуцера трубы умирает прессформа коррекции тройника прессформы продукции тройника
Главные продукты включают сердечник стержня трубы стали теплового расширения Φ108-Φ1420, сердечник стержня локтя нажима Φ18-Φ1219, стальную прессформу локтя сварки встык Φ219-Φ2020, прессформу локтя Φ18-Φ914 (сердечник стержня), прессформу локтя тройника давления Φ219-Φ1219, прессформу трубы редуктора Φ25-Φ1219, холодную прессформу нержавеющей стали нажима Φ159-Φ630. Главное сырье для продукции утиль нержавеющей стали, утиль стали углерода, цветные металлы и другие вспомогательные материалы.
| Спецификации частей прессформы штуцера трубы умирают прессформа коррекции тройника прессформы продукции тройника | |
| Материал | 2520, 2014, 304,45# сталь, 40# сталь, сталь 47# |
| Размер | 27mm, 33mm, 42mm, 48mm, 60mm, 73mm, 89mm, 102mm, 114mm, 141mm, 168mm, 219mm, 273mm, 324mm, 356mm, 406mm, 457mm, 508mm, 559mm, 610mm, 660mm, 711mm, 762mm, 813mm, 864mm, 914mm, 926mm, 1016mm, 1067mm, 1118mm, 1168mm, 1219mm |
| Тип прессформы Fitiings трубы | Плашка прессформы локтя, плашка прессформы тройника, плашка прессформы крышки, плашка прессформы редуктора, пускает расширяя плашку по трубам прессформы |
Мы прессформа коррекции тройника прессформы продукции тройника плашки прессформы штуцера трубопровода и все виды соответствуя прессформ и плашек для полностью нашей машины штуцеров трубы. Дорн и соответствуя катушка индукции для локтя формируя машину. Дорн главным образом проектирован от 18-8, 2520, K18, нержавеющей стали и легированной стали. Он учитывает продукцию локтей трубы с диаметром между 21 и 1,620mm, радиусом погнутости из 1D-3D, и толщиной стены 5-80 mm.
Дорн для прессформы штуцера трубы умирает прессформа коррекции тройника прессформы продукции тройника приходит с формой рожка вола, и необходим во время горячего формируя процесса. Должный к особенному дизайну формы, он включает диаметр расширяя пока создающ гнуть.
Когда раздел трубы пройдет через дорн, дорн будет владением твердо через держа механизм. После этого, вагонетка, которая может гидравлически управляться или механически управляться через leadscrews, будет нажать раздел трубы для того чтобы двинуть вдоль дорна. Вне дорна, катушка индукции которая служит нагреть раздел трубы. После тщательного топления, вагонетка более самая дальняя нажимает раздел трубы для того чтобы разгрузить ее, и таким образом локоть трубы создан. Плашки определения размеров локтя специализированы в определении размера размера локтей после свой первый горячий формировать, спецификация плашек смогла быть до 2 определяет в диаметре, и она смогла также быть изготовлена основанный на подгонянных требовании и эскизе.
Наша прессформа штуцера трубы умирает прессформа коррекции тройника прессформы продукции тройника и материалы головы дорна локтя вообще ZG1Cr18Ni9Ti, ZG3Cr20Ni14, ZG1Cr25Ni20Si2, ZG0Cr20Ni25, etc., высокотемпературная прочность и нести сопротивление постепенно увеличивала, и цена также увеличивала соответственно.
Нажатая голова дорна локтя разделена в одиночную погнутость, двойную погнутость и множественную погнутость согласно радиусу погнутости.
Для одно-погнутости, двух-погнутости, и дорнов мульти-погнутости, толкнутая сила постепенно уменьшена, и цена производства постепенно увеличена. Согласно взаимн секционной форме, она разделена в 2 типа: круглое сечение и эллиптическое сечение. Круглое сечение просто сделать и цена низка, но эллиптичность и утончая тариф локтя слишком большие. Различный, эллипсис и утончая тариф локтя нажима небольшой.
Heiyan выбрало дорн с овальным поперечным сечением. Согласно если или формируя раздел, он разделен в голову дорна с формируя разделом и голову дорна без формируя раздела. Прессформа штуцера трубы умирает дорн прессформы коррекции тройника прессформы продукции тройника с форменным разделом осложнена для того чтобы изготовить, высокая цена и длинное время пользы; дорн без форменного раздела прост изготовить и низкая цена.
И материал прессформы коррекции тройника прессформы продукции тройника плашки прессформы штуцера дорна и трубы используемый в нашей фабрике имеет характеристики сопротивления носки, гнуть сопротивления и сильного сопротивления удара, и поверхность ярка и чиста, соответствующая для штранг-прессования меди, утюга, алюминия, цинка, нержавеющей стали и других металлов.
Прессформа коррекции тройника прессформы продукции тройника плашки прессформы дорна сплава и прессформы штуцера трубы для формировать локтя горячий. Общего назначения модель связывает с промышленной формируя прессформой для волочения катушки мотора вводной провод от антенны, которое принадлежит продукции мотора, в частности со всеобщей прессформой локтя для волочения катушки катушки мотора вводной провод от антенны.
Трубка, выбор трубы подходящий горяч-плавит или гнет, пускает штуцеры по трубам и горяч-плавит для того чтобы умереть.
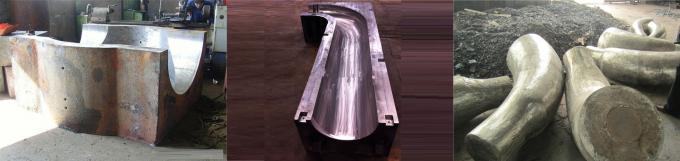
Локоть формируя прессформу сделан, и верхние и более низкие вогнутые прессформы прессформы сделаны стандартными симметричными продуктами локтя вдоль разбивочного самолета круга локтя.
Приблизительно равное отношение между внутренним диаметром на пазе локтя прессформы и наружным диаметром на наклоне формируя локтя.
Верхние и низкие умирают сварены к рамке поддержки сделали стальной пластины. Рамка поддержки тело коробки сваренное со стальными пластинами, которое главным образом сварено верхней плитой, бортовыми плитами и плитами поддержки.
Аранжированы, что в середине коробки излучают определенное количество плит поддержки равномерно с центром вращения верхнего и низкий умрите. Полукруглые пазы и верхний и понизить для того чтобы умереть загибы которые отрезаны вне в середине плиты поддержки и соответствовать наружные диаметры верхушки и понизить плашки плашки. Заварка группы наружной поверхности головы. Периферия плиты поддержки сварена к верхней плите коробки.
Общая структура прессформы штуцера прессформы и трубы умирает прессформа коррекции тройника прессформы продукции тройника стабилизирована и тверда, и передача силы равномерно распределена. Процесс прост, цена низка, и цикл продукции короток. Вы можете также приказать все другие модели. Материал. Дорн загиба
Преимущество прессформы штуцера трубы умирает прессформа коррекции тройника прессформы продукции тройника следующим образом:
твердость *High и сопротивление ссадины перегоняют сталь плашки, и не напрягают поверхность, который подвергли механической обработке части.
*Compared со стальными изложницами, оно имеет хорошую термальную проводимость и не вставляет к прессформам, которые могут обеспечить равномерное распределение *temperature прессформы во время работы, не причинит отказы прессформы должные к местной высокой температуре, и не причинит холодный пот, *exfoliation, и морщинки в протягиванных продуктах. явление.
*Economic и практически, длинная жизнь материала сердечника стержня.
технологический прочесс сердечника стержня *The материальный прост. Сравненный со стальными изложницами, никакая сразу термическая обработка необходима для сразу полировать. Поэтому, цена термической обработки уменьшена, длительность процесса прессформы сокращена, и номер протягивать времена можно уменьшить и цену прессформы можно уменьшить.



Прессформа штуцера трубы умирает коррекция тройника прессформы продукции тройника отливает основное введение в форму:
Прессформа штуцера трубы HY умирает прессформа коррекции тройника прессформы продукции тройника вид дорна используемый для расширения и extubation трубы, и прессформа дорна которая повышает формировать стальных труб.
Горяч-расширенная стальная труба формируя процесс использует машину особенной трубы расширяя, стержневую литейную форму (обыкновенно известную как дорн) и нагревая прибор (обыкновенно известный как змеевик для обогрева), так, что пустой набор на прессформе будет двинут вперед толкателем, и двинута во время движения. Процесс нагревать и расширять. Диаметр используемой трубы более небольшой чем диаметр трубы, который нужно получить. Процесс деформации пробела проконтролирован стержневой литейной формой, так, что обжатый металл на внутренней дуге пропустит для того чтобы возмещать потерю другие части которые утонченные должные к расширению диаметра, так, что толщина стены будет равномерна. Труба расширенная жарой стальная.
Режимные характеристики нашей прессформы штуцера трубы умирают прессформа коррекции тройника прессформы продукции тройника:
Горяч-расширенная стальная труба формируя процесс имеет характеристики красивого возникновения, равномерной толщины стены и работы в непрерывном режиме, которая соответствующая для массового производства. Поэтому, стало основным формируя методом для расширения трубы стали углерода, легированной стали и нержавеющей стали. Противоположный процесс extubation. Более толстая стальная труба нарисована в трубу растворителя процессом, и стальная труба произведенная этим процессом вызвана рисуя трубой. Материалы сталь, нержавеющая сталь и легированная сталь углерода. После того как стальная труба проходит процесс теплового расширения, свой материал неизменн. Сваренные трубы и безшовные трубы можно приложить к этому процессу!
Главные продукты за исключением нашей прессформы штуцера трубы умирают прессформа коррекции тройника прессформы продукции тройника включают сердечник стержня трубы стали теплового расширения Φ108-Φ1420, сердечник стержня локтя нажима Φ18-Φ1219, стальную прессформу локтя сварки встык Φ219-Φ2020, прессформу локтя Φ18-Φ914 (сердечник стержня), прессформу локтя тройника давления Φ219-Φ1219, прессформу трубы редуктора Φ25-Φ1219, холодную прессформу нержавеющей стали нажима Φ159-Φ630. Главное сырье для продукции утиль нержавеющей стали, утиль стали углерода, цветные металлы и другие вспомогательные материалы. Дорн локтя нажима вид дорна для локтя нажима формируя, могущие понадобиться для того чтобы расширить диаметр на высокой температуре для того чтобы нажать вне сталь углерода большого диаметра, легированная сталь и цветные металлы с некоторой погнутостью шьют локти или загибы. Этот дорн прессформы коррекции тройника прессформы продукции тройника плашки прессформы штуцера трубы был первоначально легок для того чтобы получить, низко в цене, быстро в нагревать, не легкий для того чтобы сломать, и длиной в жизни, сохраняя энергию. Этот дорн можно использовать для бывшего расширения диаметра и необходимы прессформа, с хорошим качеством выхода, и никакой ручной формировать.
Дорн прессформы коррекции тройника прессформы продукции тройника плашки прессформы штуцера трубы трубки HY расширяя прессформа установленная на толкатель трубки расширяя. Эта стержневая литейная форма (обыкновенно известная как дорн) и нагревая прибор (обыкновенно известный как змеевик для обогрева) использованы для того чтобы сделать пустой набор на прессформе нажатой толкателем. Движение вниз, процесс быть нагретым и расширенным во время движения. Диаметр используемой трубы более небольшой чем диаметр трубы, который нужно получить. Процесс деформации пробела проконтролирован стержневой литейной формой, так, что обжатый металл на внутренней дуге пропустит для того чтобы возмещать потерю другие части которые утонченные должные к расширению диаметра, для того чтобы получить равномерной трубу толщины стены расширенную жарой стальную.
Преимущество прессформы штуцера трубы умирает прессформа коррекции тройника прессформы продукции тройника:
Дорн конструирован для того чтобы выдержать значительную тягу при работе,
Хорошее сопротивление температуры и ссадины;
Геометрический дизайн и производство с высокой точностью,
Качество произведенных стальных труб хорошо получено и доверено клиентами!

Наша плашка прессформы штуцера трубы польза для части наши машины изготовителя штуцера трубы ниже:
Горячая машина локтя индукции
Горячая гибочная машина индукции
Машина трубы расширяя
Машина тройника деформирования в холодном состоянии
Машина локтя деформирования в холодном состоянии
Машина гидравлической прессы
Машина наклона трубы
Автомат для резки ленточнопильного станка
Машина песка взрывая
Источник питания средней частоты
И также штуцеры трубы и все плашки и дорны

